


 特检知识
特检知识
由缺陷倒查发现的加氢反应器现场组焊质量控制漏洞
发布时间:2025-09-19 信息来源: 本站
加氢反应器是煤化工裂化工艺中的关键设备,装置的大型化使得加氢反应器大型超限,设备的大型超限就需要在安装现场组焊,现场条件区别于制造厂,许多适合于制造厂的工艺在现场不能全面覆盖,工艺执行力也远不如制造厂,造成质量控制漏洞。
某煤化工装置加氢裂化单元中的三台加氢反应器,位号为10131、20102、20131,设备技术参数见表1由中国石化某公司设计,国内知名企业制造(以下简称制造单位)。主体制造完成在安装塔盘、内件时发现堆焊层焊缝存在裂纹缺陷,进一步检验检测发现大量缺陷后进行倒查。
表1 加氢装置反应器主要技术参数表
|
容器编号 |
20102 |
20131 |
10131 |
|
容器类别 |
Ⅲ类反应容器 |
Ⅲ类反应容器 |
Ⅲ类反应容器 |
|
设计压力(MPa) |
9.2/-0.1 |
9.2/-0.1 |
8.9/-0.1 |
|
设计压力(℃) |
450 |
450 |
425 |
|
公称壁厚(mm) |
50min+6.5/92min+6.5 |
142min+6.5 |
135min+6.5 |
|
腐蚀裕度(mm) |
0 |
0 |
0 |
|
主体材质 |
12Cr2Mo1R |
||
|
内衬材质 |
TP.309L+TP.347 |
TP.309L+TP.347 |
TP.309L+TP.347 |
|
高(mm) |
25062 |
30606 |
24433 |
|
公称直径(mm) |
φ2800 |
φ4400 |
φ4400 |
|
容积(m3) |
109 |
352 |
259 |
|
操作压力(MPa) |
7.65/-0.1 |
8.0/-0.1 |
8.0/-0.1 |
|
制造日期 |
2015年3月 |
2015年3月 |
2015年3月 |
|
制造规范 |
GB150、JB4732、《容规》 |
||
|
投入运行日期 |
/ |
/ |
/ |
|
工作介质 |
石脑油、柴油、蜡油、氢气、硫化氢 |
石脑油、柴油、蜡油、氢气、硫化氢 |
石脑油、柴油、蜡油、氢气、硫化氢 |
1 制定检验检测方案
检验检测依据法规标准:按设备设计图纸、技术文件及制造时间实时规范、标准。
1)加氢反应器外表面对接环向焊缝进行100%UT、100%TOFD、100%MT检测;
2)加氢反应器外表面筒体和封头的接管鞍放式焊缝进行100%UT、100%MT检测;
3)加氢反应器内表面现场组焊对接环向焊缝堆焊层进行100%PT检测;
4)加氢反应器内表面接管150mm范围、凸台可检范围堆焊层进行100%PT检测;
5)对加氢反应器内表面现场组焊对接环向焊缝堆焊层、接管堆焊层、凸台堆焊层进行硬度、金相和铁素体含量、光谱检测抽查,抽查部位涵盖PT检测发现缺陷部位。
2 检验检测结果
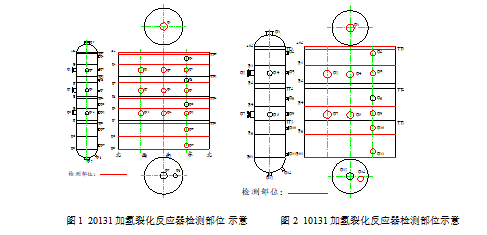
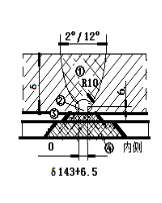
检测发现缺陷主要集中在现场合拢基层筒体后采用焊条电弧焊施焊的不锈钢堆焊层表面,即位号20131如图1检测部位、位号10131如图2检测部位的设备上,裂纹形态为纵向、横向、网状裂纹,位号20102的设备全部在制造厂完成,未发现裂纹缺陷。
1)对加氢反应器对接环向焊缝(基层)进行100%UT、100%TOFD、100%MT检测,接管与筒体和封头的鞍放式焊缝进行100%UT、100%MT检测未发现超标缺陷。
2)对加氢反应器内表面现场组焊对接环向焊缝堆焊层、接管堆焊层150mm范围、凸台可检范围堆焊层进行100%PT检测,发现超标缺陷159处。
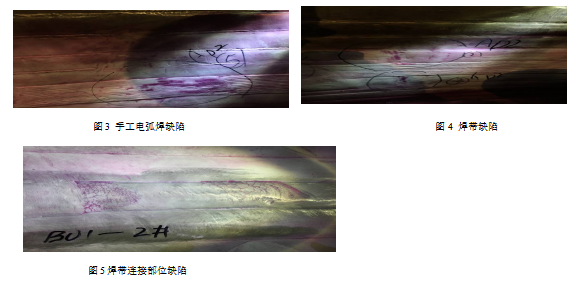
3)缺陷以带、条网状裂纹缺陷为主,主要分布在手工电弧焊的焊道如图3、手工电弧焊连接焊带的焊缝如图4及焊带连接部位如图5。
4)对堆焊层非缺陷及缺陷部位进行硬度检测(检测部位同时进行金相等检测),HV 130-200均小于235,合格。
5)对堆焊层进行金相检测抽查(机械抛光、用王水溶液腐蚀、现场覆膜、在MM6下观察并拍照),非缺陷部位显微组织为奥氏体+δ铁素体,其金相组织合格,如图6 10131 1#、图7 101312# 、图16 20131 1#、图17 10131 2#检测面;缺陷部位金相显微组织为奥氏体+δ铁素体,裂纹为沿晶裂纹,其金相组织不合格。如图8至图10 101313A02-7筒体及焊缝、A02-16检测面,图11至图15 20131A02-2、A02-5、A02-7、B01-2、B01-4检测面。
6)对以上部位堆焊层非缺陷部位进行铁素体含量检测,最小标样FN4.7,满足技术规范FN3-10的要求; 对以上部位堆焊层缺陷部位进行铁素体含量检测,五个标样, FN分别为1.5、.07、1.7、0.16、1.1,FN均小于3不满足技术规范要求,铁素体含量不合格。
7)对加氢反应器内表面现场组焊对接环向焊缝堆焊层、接管堆焊层、凸台堆焊层化学成分分析,化学成分基本符合技术要求,部分部位个别元素超标,超标元素为Mn、Cu。
8)抽查带极堆焊层耐蚀层为1道,厚度约4mm,过渡层约3mm符合设计技术规范;焊条电弧堆焊的耐蚀层为2道或2道以上,总厚度普遍大于8mm,部分部位达到12mm以上,过渡层厚度大于3mm,满足设计规范。
3 其它资料审查
1)设计图纸及设计技术文件审核未发现问题。
2)制造单位焊接工艺评定报告齐全,评定过程接受了当地特种设备检验机构监督检验,签章齐全;制造单位根据焊接工艺评定制定的焊接工艺规程符合相关规范标准要求,焊接工艺(WPS)见表2。
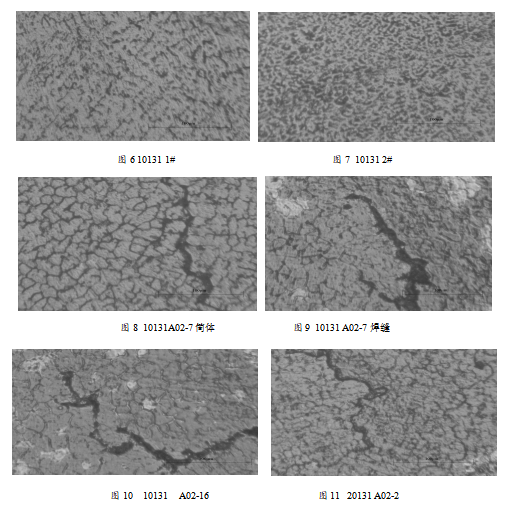
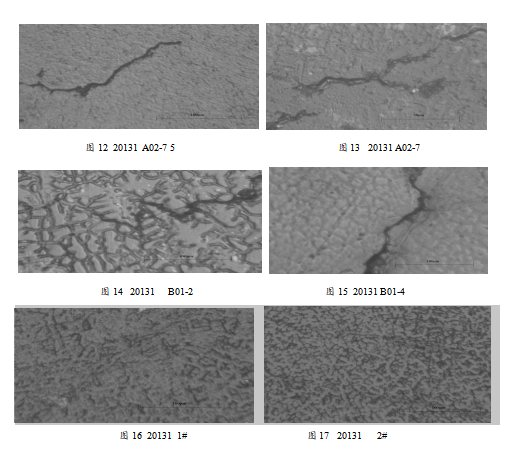
表2加氢反应器焊接工艺说明书(WPS)
|
|
操作顺序: |
图号 |
102/01 |
||||||
|
1. 清理、组对、预热、 定位焊、预热 |
接头名称 或编号 |
B2、B4、B6、B8-B10 |
|||||||
|
2.SAW①、焊后立即进行消氢处理 350-400℃/3h |
PQR NO |
312I92,1Y438 |
|||||||
|
3.碳刨清根、砂轮打磨,MT |
焊工资格 |
A/B/C,J,E/g |
|||||||
|
4.SAW②(也可采用SMAW) 焊后立即消氢处理350-400℃/3h |
预热温度 |
基层:≥200℃ 过渡层:≥150℃ |
|||||||
|
5.消氢后降至200-250℃并保持中间消除应力热处理 |
道间温度 |
基层:≤280℃过渡层:≤200℃,面层:≤150℃ |
|||||||
|
6.MT、UT、TOFD,预热 |
焊后热理 |
■有 □无 |
|||||||
|
7.SMAW ③、PT |
焊接位置 |
平焊 |
|||||||
|
8.SMAW ④、PT |
母材 |
12Cr2Mo1R |
|||||||
|
序号 |
焊接 方法 |
填充金属 |
电流(A) |
电 压 (V) |
焊接速度 cm/min |
层/道 |
备注 |
||
|
类别或牌号 |
规格mm |
极性 |
范围 |
||||||
|
① |
SAW SAW |
OE CROMO S225 OP CROMO F537 |
¢4.0 / |
DCEP DCEP |
500-600 500-600 |
28-32 28-32 |
45-55 45-55 |
/1-3 /1-3 |
|
|
定位焊 |
SMAW SMAW |
CROMO E225 CROMO E225 |
¢4.0 ¢5.0 |
DCEP DCEP |
160-180 190-220 |
22-26 22-26 |
15-25 15-25 |
/1-3 /1-3 |
|
|
③ |
SMAW |
E24.13.LR |
¢4.0 |
DCEP |
130-140 |
22-26 |
20-30 |
1/多道 |
|
|
④ |
SMAW |
E19.9.NbR |
¢4.0 |
DCEP |
130-140 |
22-26 |
20-30 |
2-3/多道 |
|
3)因制造现场与原制造单位相距一千多公里,经常出现现场质量管理人员不到位、现场管理人员回制造单位未进行工作交接(有些口头交接)、无损检测质保人员不在现场等体系运转问题,收到现场特种设备监督检验机构发的检验工作联络单、意见通知书共四份。
4)制造单位因现场质量管理问题(还涉及其它超限设备现场制造),由业主联系制造单位主要领导到现场参加特种设备监检机构召开的检验工作协调会一次。
5)复查三台加氢反应器制造过程检验检测记录、报告等,检验资料、检测报告齐全。
4 分析缺陷成因及制定修理方略
堆焊层耐蚀层和过渡层除一处含缺陷焊缝Cu有一定差异,两处Mn低于低限值,其它部位化学成分符合技术规范的要求[1]。堆焊层金相组织为奥氏体+δ铁素体,组织正常[1],缺陷部位金相组织:显微组织为奥氏体+δ铁素体,裂纹形态为枝晶间沿晶裂纹,开裂部位铁素体含量明显降低,与技术规范不相符,是典型热裂纹形态[1][2]。影响奥氏体不锈钢焊接热裂纹的因素主要包括二个方面:冶金因素和力学因素。
4.1冶金因素
硼、硫、磷等焊缝有害元素含量未超标,焊缝金属铁素体组织偏低,没有有效形成铁素体+奥氏体两相组织提高焊缝抗开裂性能,从而防止热裂纹产生。焊材E347L是 Cr/Ni≥1的奥氏体-铁素体不锈钢焊条,以焊缝金属含2-5%铁素体为宜,一般规定,奥氏体不锈钢堆焊层铁素体相最小体积分数为3%~4% ,最大为8%~10%。下限防止热裂纹,上限使σ相形成最小,焊缝裂纹处铁素体含量均小于2%,大部分小于1.5%,是焊缝相变高温时间过长所致。对309+347双层堆焊结构,多数穿透347堆焊层的裂纹终止于347与309堆焊层的交界面[2],缺陷消除过程证实了这一点。
4.2工艺方面
选择正确的焊接工艺参数,应选用小电流、快速焊方式、多层多道焊防晶粒长大。从制造单位编制的焊接工艺规程(WPS)看,由于基材板厚度较厚,降低接头刚度和拘束度,在施工上合理安排了焊件的装配顺序和每道焊缝的先后顺序,避免每条焊缝处在刚性拘束状态焊接,让每条焊缝有较大的收缩自由。进行150℃预热以防裂纹产生,焊后立即进行300℃-350℃消氢热处理,过渡层控制≤200℃层间温度。从表二工艺看,工艺符合规范要求。
经过排查,堆焊层焊接操作工艺执行不严格,待堆焊表面没有进行很好清理,焊接过程有杂质进入熔池,造成熔池金属在结晶过程产生焊接热裂纹。个别焊接人员对工艺要求不认真掌握,凭感觉操作,后期赶工期更是如此。输入线能量过大,焊缝熔池凝固结晶时间过长,造成凝固后的焊缝金属中铁素体金相组织过低,焊缝抗裂性变差。焊接层间温度偏上限造成熔池冷却速度较慢,在结晶凝固收缩应力作用下,在晶粒边界形成晶间裂纹和网状裂纹。
项目现场质保体系运转存在问题,现场检验检测人员的管理在原制造单位相应部门,没有独立体系,质量管理流程太长,人员变动频繁在项目没有实质性交接文件(多数是口头说),项目经理对质量控制力较差。现场检验检测记录发回原制造单位出具报告的流转也存在问题,造成所出报告覆盖了漏检部位。
由于制造单位是国内知名企业,在加氢反应器制造方面有骄人业绩,现场制造监理等部门过分信任制造单位 ,发现问题多以口头方式告知项目负责人,许多问题整改过程进行了打折,缺乏严格规范的监督管理,使得PT检测出现漏检现象发生。
缺陷成因查找清楚后制定方案进行了修复,修复增加了横焊位置,采用多层多道不摆动焊接,焊后检测合格。
5结语
大型超限压力容器加氢反应器现场组焊合拢焊缝,内侧不锈钢堆焊层发现多处裂纹缺陷,经倒排查系焊接操作过程堆焊表面清理不够和未按焊接工艺规程要求,超参数范围形成的焊接热裂纹,无损检测(PT)漏检所致。现场制造组焊有别于制造厂制造,加强表面及层间清理,严格控制预热温度和层间温度等参数,检验检测人员到岗履职,同时监理等各监督管理部门在信任制造企业能力、管理水平的同时应严格按照规范标准履行各自的监督职责必不可少。
参考文献
[1]文章中引用的工艺、检测数据、检测结论有部分来源设备产权单位聘请检测机构,非作者单位。
[2]孙玲:加氢反应器表面裂纹的分析及修复 GM通用机械2008.12
[3]房君安等: 加氢反应器现场组焊技术 石油工程建设2012.6
……
