


 特检知识
特检知识
高合金铸钢件超声波检测及波形识别
发布时间:2025-09-19 信息来源: 本站
(共享铸钢有限公司,宁夏银川750021)
摘 要:对高合金铸钢件超声波检测的方法,典型缺陷及实际检测中缺陷波形的特征,进行了总结,可供同行参考.
随着国家对能源设备质量要求越来越高,国家质量以及行业标准要求,能源设备必须进行超声检测以保证质量安全。本文主要介绍与能源设备有关的高合金铸钢件的不同缺陷所对应的超声波形特征。在材料学领域中规定:钢铁中只要有一种合金元素的含量在10%以上的合金钢就被称为高合金钢。
超声检测主要是基于超声波在工件中的传播特性以及在遇到声阻抗不同的两种介质分界面时会发生反射[1],从而可以检测出缺陷。
1 高合金铸钢件常规缺陷的来源
高合金铸钢件的常规缺陷主要分为5大类,分别是:缩松、缩孔、裂纹(热裂和冷裂)、夹渣、以及气孔等。
裂纹分为热裂与冷裂两大类,两者的主要区别就是裂纹出现时机不同。热裂主要发生在工件凝固后期,而冷裂是在铸造过程中产生的。经过大量实验发现高合金铸钢件相对碳钢来说后期更容易出现冷裂现象。
缩松是铸钢件内外表面存在的一种大量的密集且分散的小缩孔,缩孔处晶粒粗大,超声底波损失严重。形成的原因:主要是液态合金充满模型腔后,最外层液态合金向模型壁散热较快,因此外壁合金很快凝固。铸钢件最后凝固的地方,温度差异几乎没有,所有液态合金几乎同时凝固,因而各处液态合金收缩得不到外部补偿,各晶粒之间就形成了许多密集小孔洞。这些缺陷常发生在铸件内浇道附近、冒口根部、厚大部位以及铸件大截面或铸件截面结构发生变化的部位。
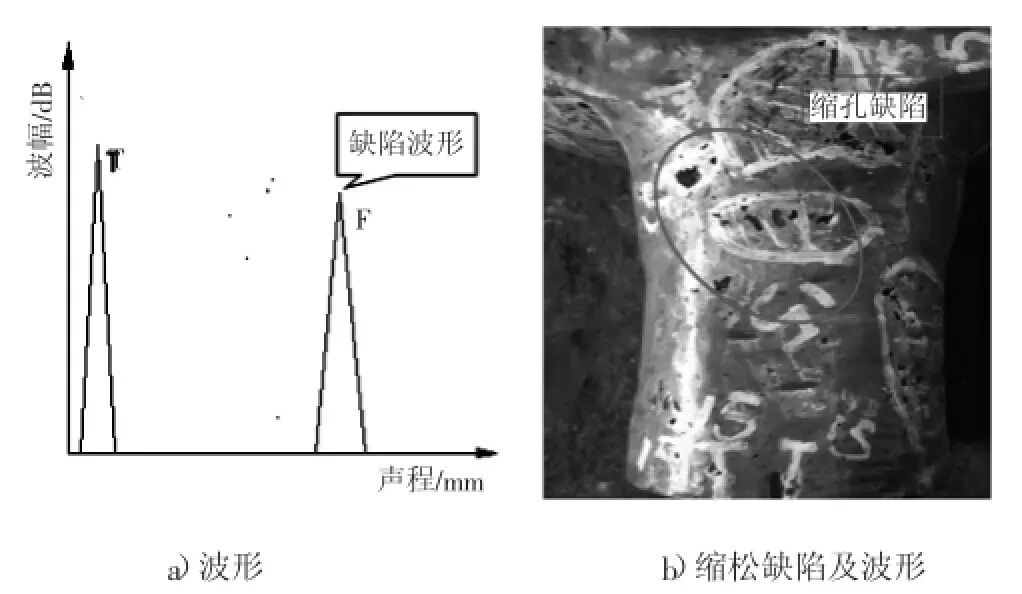
缩孔集中在铸件上部和最后凝固的部位,通常隐藏在在铸件内,有时缩孔也会出现在在铸件的上表面,呈明显凹坑。缩孔的特征是:形状不规则,多数近于倒圆锥形,内表面粗糙[2]。
夹杂主要来源于两个方面:第一,钢水的纯净度以及返回料的比例;第二,模型中型砂表面强度及型腔的干净程度。
气孔的形成原因是:①模具排气系统设计不良,导致气体不能顺利排出。②模型上的涂料性能不好,本身排气性不佳甚至自身挥发出气体,导致成形后内部存在气孔。
2 铸钢件超声检测方案
当量法是超声波检测铸件缺陷时常用的方法,根据行业标准及客户对产品的质量要求来确定当量。根据缺陷定量方法,当量法可以分为当量试块比较法、当量计算法和当量A V G曲线法三种。
1)当量试块比较法是利用加工有人工缺陷的标准试块,通过人工缺陷波高与被检缺陷波高的比对,用实测方法完成对缺陷的定量。
2)当量计算法利用缺陷波高与人工缺陷波高的差异,通过计算完成对缺陷的定量,定量当量计算可以利用平底孔与平底孔的换算,也可以利用平底孔与大平底的换算。
3)当量A V G曲线法综合了当量试块比较法和当量计算法,通过图表的方法完成对缺陷的定量。
利用与工件材质相同,且可以覆盖铸件最大截面厚度的试块进行对比,制作曲线时需要注意以下3点内容:
1)在超声波显示屏上记录试块各平底孔反射波高达到满屏80%的各点,然后利用曲线依次连接这些点,此曲线即为距离波幅曲线。
2)试块材质必须与工件材质一致,且试块最大平底孔深度必须大于铸件最大截面厚度。
3)检测前要考虑试块表面与铸件表面粗糙度的影响,必要的时候进行耦合补偿。
距离波幅曲线的优点是:该方法对缺陷定量、定位比较直观且易操作;缺点是:此种方法不适合野外检测,由于对工件进行检测时需要携带大量的对比试块,费时费力。
3 高合金铸钢件常见缺陷的波形特征
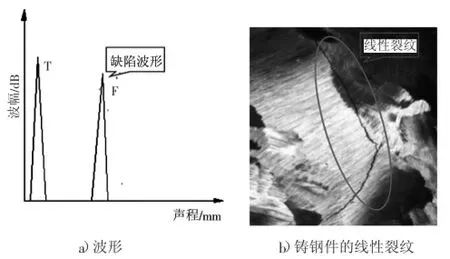
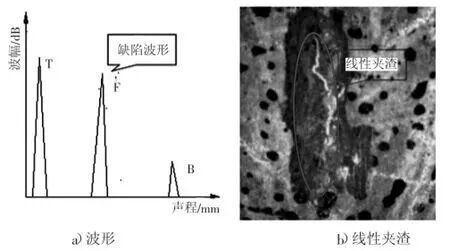
线状裂纹超声回波特征(如图1所示):
缩松缺陷回波特征(如图6所示):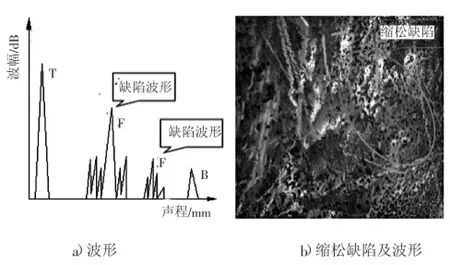
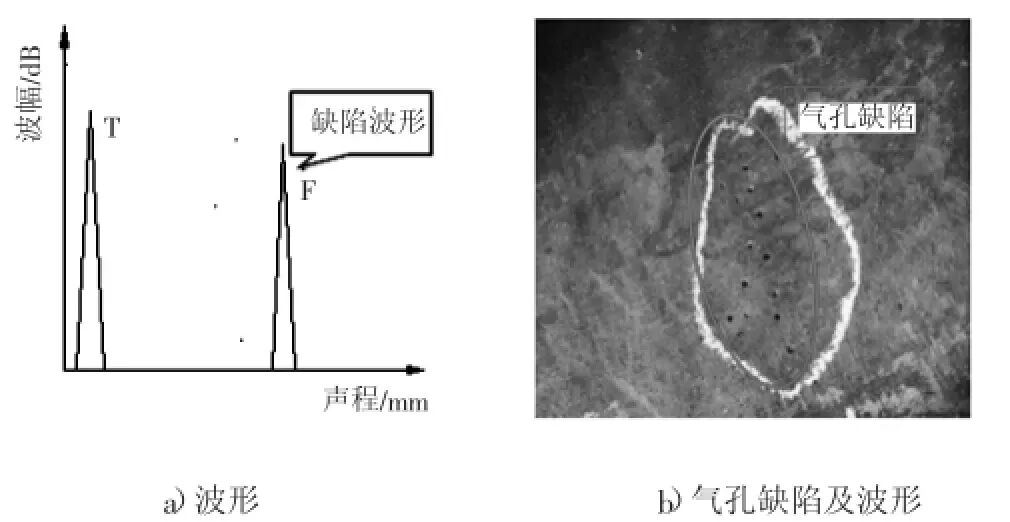
2)密集气孔和线性气孔出现时,底波随着气孔的严重程度逐渐降低,直到全部消失。
4 结语
[1]郑晖.超声检测[M].第二版.北京:中国劳动社会保障出版社,2007:3
论文发表于:铸造设备与工艺. 2016.(6):41-43,46.
